Zváranie
Zváranie metódou (MIG/MAG)
Pri tomto spôsobe zvárania je roztavená elektróda chránená pred účinkami okolitej atmosféry (hlavne kyslíka a dusíka) ochrannou atmosférou, ktorá môže byť inertná alebo aktívna. Inertné atmosféry nevstupujú do chemických reakcií s tavným kúpeľom. Aktívne atmosféry sa podieľajú na chemických reakciách v tavnom kúpeli, pričom ich pôsobenie je kompenzované vhodným zložením prídavného materiálu.
Zváranie taviacou sa elektródou v ochrane inertného plynu, MIG zváranie: zváranie taviacou sa elektródou v plynovej ochrane zabezpečenej inertným plynom, napríklad héliom alebo argónom.
Zváranie taviacou sa elektródou v ochrane aktívneho plynu, MAG zváranie: zváranie taviacou sa elektródou v plynovej ochrane zabezpečenej chemicky aktívnym plynom CO2 a jeho zmesí.
Zváranie v ochrannej atmosfére nachádza početné spôsoby uplatnenia v priemysle, kde je požadovaná vysoká produktivita a efektivita práce, pre svoju finančnú dostupnosť a možnosť širokého výberu prídavných materiálov pre zváranie patrí k technológiám, ktoré zažívajú najväčšie uplatnenie v strojárenských podnikoch.
Výhody:
- výborná produktivita
- možnosť zvárať vo všetkých polohách
- možnosť automatizácie a robotizácie
- hygiena pracovného prostredia
Nevýhody:
- nutnosť zabezpečiť neustály prívod inertného plynu (aby nedošlo k odfúknutiu atmosféry vplyvom napr. prievanu alebo poveternostných podmienok)
- náchylnosť ku tvorbe nedokonalých zvarov ako sú napr. studené spoje a neprievary
- náročnosť realizácie požiadaviek na automatizáciu a sériovú výrobu
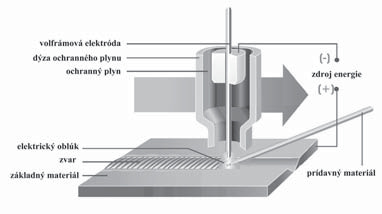
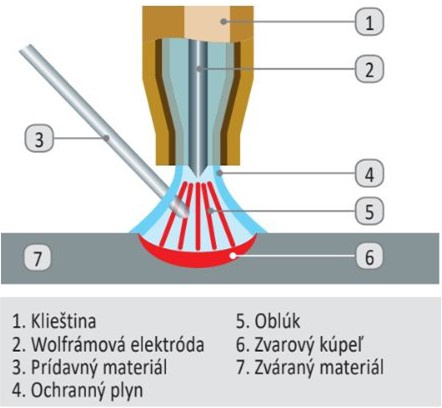
Zváranie metódou TIG/WIG
Skratkou TIG/WIG sa označuje zváranie elektrickým oblúkom za pomoci netaviacej elektródy a ochrannej atmosféry inertného plynu. Elektrický oblúk horí medzi netaviacou sa elektródou a zváraným materiálom. Elektróda musí byť vyrobená z materiálu odolnému voči veľmi vysokým teplotám. Najčastejšie ním je volfrám, kedy je volfrámová elektróda upnutá v hlavici horáka klieštinou. Cez ňu sa do elektródy vháňa zvárací prúd. Horák je opatrený hubicou cez ktorú prúdi plyn a ten vytvára inertnú ochrannú atmosféru.
Takéto zváranie je možné robiť buď roztavením a zliatím základným materiálov alebo pomocou pridania prídavného materiálu podobného zloženia ako základný materiál. TIG zváranie je možné robiť ručne, poloautomatizovane, či roboticky - plnoautomatizovane.
Zváranie TIG sa používa pri náročnom zváraní koreňových vrstiev potrubí, pri tvarovo zložitejších konštrukciách, alebo kovových konštrukciách kedy je kladený dôraz na jeho dekoratívnosť a tak isto aj pri špeciálnych materiáloch no hlavnou oblasťou použitia sú nehrdzavejúce ocele, hliník a nikel.
Výhody:
- výborná kontrola a ochrana zvarového kúpeľa
- možné zváranie bez prídavného materiálu
- nedochádza k tepelnému ovplyvneniu základného materiálu
- možné dosiahnutie veľkých hrúbok zvarov
- prísun tepla je možné regulovať
- možnosť zvárania v rôznych polohách (zváranie potrubí)
- možné zváranie aj veľmi tenkých materiálov
Nevýhody:
- Technická náročnosť na zariadenie, predovšetkým pri zváraní striedavým prúdom so sebou prináša tiež navýšené ekonomické nároky
- Nízka produktivita najmä pri ručnom zváraní z dôvodu dosahovanej precíznosti, ktorá je na druhej strane jeho najväčšou výhodou
Pulse Arc (pulzný oblúk)
Jedná sa o kontrolovaný prenos oblúku v režime "Spray Arc", a prináša so sebou množstvo výhod - napríklad vysokú rýchlosť tavenia a absencia prevádzky strojov materiálu (a to pri veľmi nízkych hodnotách prúdu kedy nedochádza k takému ohrevu zvarenca), podobne ako u Short Arc. Každému prúdovému impulzu zodpovedá oddelenie jednej samostatnej kvapky drôtu elektródy, tento jav sa vyskytuje s pravidelnou rýchlosťou posuvu drôtu (v závislosti od jeho priemeru). Obvyklé hodnoty frekvencie sú 30-300 Hz. Použitie: uhlíkové a nízkolegované ocele, nerez, hliník a jeho zliatiny. (Aplikácia: zváranie v rôznych polohách, slabé až stredne silné materiály, ktoré rýchlo podliehajú účinkom tepla (hliník a jeho zliatiny) - tiež pri hrúbkach materiálu pod 3 mm.